Optimizing Production: The “Runability” Standard for High-Speed Lines

Last Updated on December 18, 2025 by Luca
Introduction: Beyond Dimensions—The Hidden Mechanics of Downtime
In high-speed coffee production (400-1000 ppm), generic capsules that are merely “dimensionally correct” are the leading cause of micro-stops. A Production Director doesn’t care about the price per unit; they care about OEE (Overall Equipment Effectiveness). Real-world jamming is caused by complex factors: vertical compression during storage, optical sensor blindness, and micro-aluminum dust. This guide is for manufacturers running IMA, Opem, Spreafico, or Syntegon lines who require Zero-Stop Performance.
Table of Contents
1. Vertical Load Resistance: Solving “Storage Nesting”
The Contrarian Reality: Most capsules separate well when fresh. But after 6 months at the bottom of a pallet, gravity crushes the stacking shoulder, locking them together.
- Reinforced Shoulder Geometry: Our stackable coffee capsules feature a hardened internal step capable of withstanding 15kg of vertical pressure without deformation.
- Long-Term Gap Guarantee: Even after 6 months of warehousing, we guarantee the critical 2mm Air Gap remains intact, ensuring vacuum suckers can lift the capsule instantly without pulling up the one below it.

2. Sensor Compatibility: The “Anti-Blind” Finish
New Section for Electrical Engineers High-speed machines use optical sensors to detect capsule presence. Highly reflective raw aluminum can “blind” these sensors, causing false “Missing Capsule” alarms that stop the machine.
- Controlled Reflectivity: We apply a specialized matte or semi-matte lacquer finish that diffuses light rather than reflecting it directly.
- Sensor Validation: Our finishes are tested against standard industrial photocells (e.g., Sick, Omron) to ensure 100% positive detection rates, eliminating false stops.

3. Surface Tribology: “Dry-Slip” Technology
Avoiding Contamination Oily lubricants effectively reduce friction but can contaminate the sealing rim, causing seal failure later.
- Dry-Slip Coating: We utilize a Dry-Film Lubricant integrated into the exterior lacquer. It provides a Coefficient of Friction (CoF) < 0.2 without any oily residue.
- Clean Track: This prevents the buildup of sticky residue on your machine’s feed chutes and vibration bowls, reducing maintenance cleaning intervals.

4. Flange Planarity: The Speed of Sealing
capsule filling machine compatibility isn’t just about feeding; it’s about sealing. Wavy flanges (rims) require longer dwell times to seal, slowing down your entire line.
- Planarity Tolerance: We continuously monitor Flange Flatness with laser profiling. We guarantee a rim waviness of < 0.1mm.
- High-Speed Seal: This perfect flatness allows for instant heat transfer, enabling sealing times as fast as 0.2 seconds, maximizing your machine’s theoretical throughput.

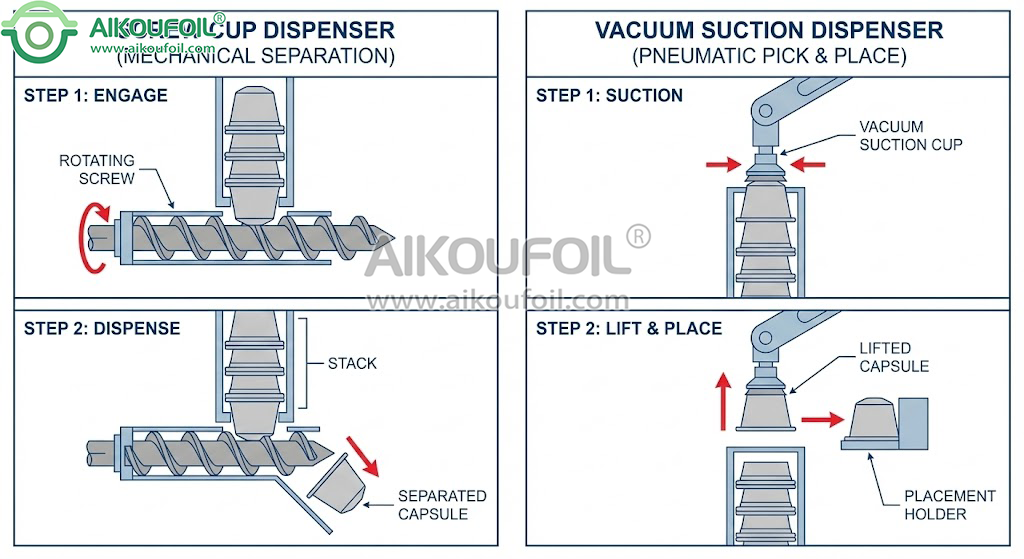
5. Destacking Mechanics: Screw vs. Vacuum
Different machines abuse capsules in different ways.
- Screw Destacking (Spreafico): The machine uses metal screws to separate cups. If the rim is too soft, the screw cuts it like a knife. We use Work-Hardened Rims to resist this shear force.
- Vacuum Pick (Opem/IMA): Requires a consistent surface area. Our bottoms are perfectly flat and rigid to ensure the suction cup never loses its grip.
6. Dust Control: Protecting Your Slides
The Hidden Killer Cheap capsules often have “burrs” (rough edges) from the punching process. These burrs shed aluminum dust, which acts like sandpaper on your machine’s expensive Teflon slides.
- Precision Blanking: We use high-tonnage precision blanking dies that produce a clean, Burr-Free Edge.
- Clean Room Packing: Capsules are air-cleaned before packing to ensure zero loose particles enter your facility.
7. The “Drop-In” Guarantee & Scrap Rate
No Recalibration Needed Time is money. You shouldn’t have to spend 4 hours adjusting your machine guides to switch suppliers.
- Drop-In Replacement: Our dimensions are engineered to the global industry standard. We guarantee you can switch from your current European supplier to us with Zero Machine Adjustments.
- Scrap Rate Guarantee: We don’t just promise; we commit. We guarantee a machine scrap rate of < 0.05% related to capsule defects.
Conclusion: Don’t Compromise Your OEE
Your high-speed line is a Ferrari. Don’t put cheap fuel in it. Choose capsules that are engineered for Vertical Load Resistance, Sensor Compatibility, and Dry-Slip Performance.
Final Call to Action: The 400 PPM Challenge
Skeptical? Good. We challenge you to break our capsules.
- Request the “Stress Test Kit”: 1,000 units packed in our rigid export cartons.
- Run at Max Speed: Put them on your fastest line. If they jam, we pay for the kit.
