The Ultimate Quality Control Checklist for Sourcing Aluminum Coffee Capsules

Last Updated on December 18, 2025 by Luca
Table of Contents
Introduction: From “Random Checks” to Statistical Certainty
Relying on a “Golden Sample” is a rookie mistake in sourcing aluminum capsules from China. Professional procurement demands statistical certainty, not luck. A randomly selected sample of 10 capsules tells you nothing about the 500,000 units in the container. To protect your brand, you must enforce a rigorous AQL (Acceptable Quality Limit) protocol based on ISO 2859-1 standards. This guide upgrades your QC checklist from basic visuals to advanced engineering metrics like Stack Height Consistency, Puncture Force Dynamics, and Cross-Cut Adhesion, ensuring your product performs as well on the production line as it does in the boardroom.
Metric 1: Stack Height Consistency (Automation Critical)
The Metric That Crashes Machines. Cpk checks individual dimensions, but automation lines handle “sticks” of capsules. If the Stack Height of 100 nested capsules varies by more than ±5mm, your automatic loader’s pusher arm will miscalculate, crushing the capsules and jamming the feeder.
- The Check: Measure the length of 10 randomly selected sticks (100 caps/stick).
- The Standard: Variance must be within ±2mm per 100 units. This proves that the anti-nesting shoulder thickness is perfectly consistent across all mold cavities.
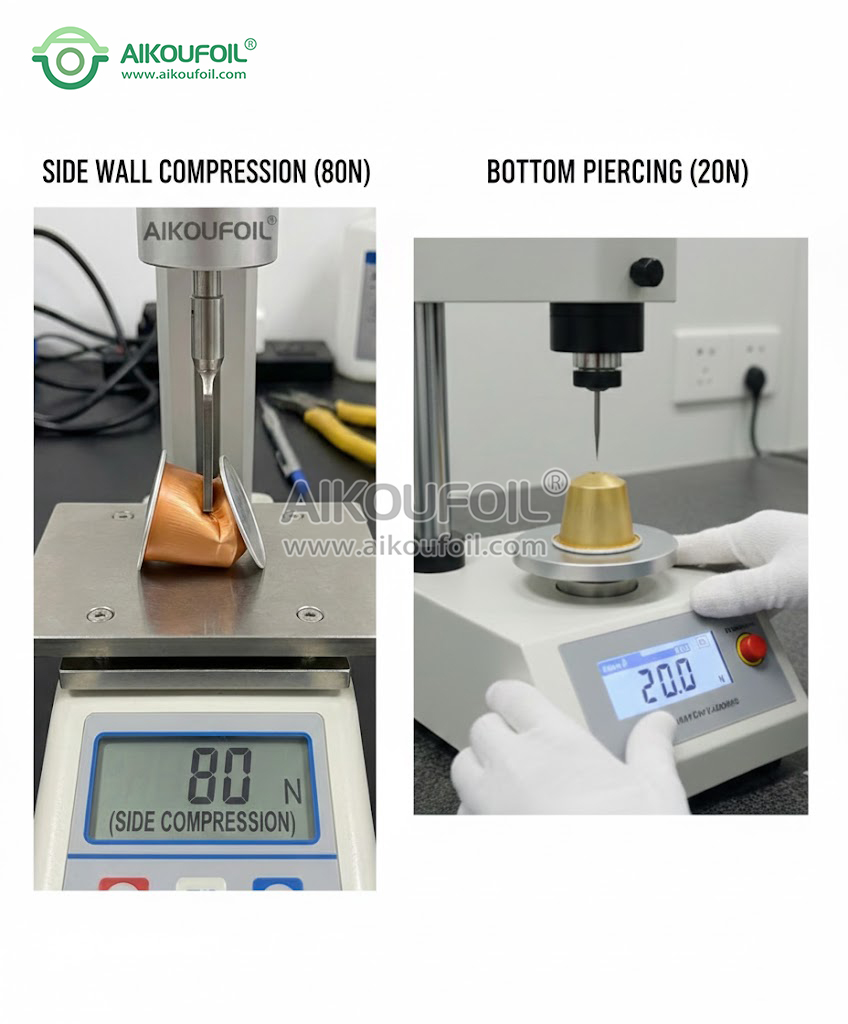
Metric 2: Puncture Force vs. Crush Strength
The “Goldilocks” Zone of Hardness. Quality is a contradiction: the sidewall must be hard enough to resist shipping damage, but the bottom must be soft enough to protect the coffee machine’s needles.
- Sidewall Crush Strength: Must be > 80 Newtons (Vertical Load) to prevent ovalization during transport.
- Bottom Puncture Force: Must be < 25 Newtons. If the bottom is too hard (wrong alloy temper), it will bend the needles of Nespresso machines, leading to expensive consumer claims.
- The Test: Use a Penetrometer to simulate the machine blade entering the capsule bottom.
Metric 3: Coating Adhesion (Cross-Cut Test)
Will It Peel in Boiling Water? The simple “Blue Dye” test checks for holes, but it doesn’t check adhesion. During brewing, hot water creates turbulence. If the internal lacquer isn’t bonded chemically, it can flake off into the coffee.
- The Standard: ISO 2409 Class 0.
- The Test: Use a Cross-Hatch Cutter to score a grid pattern into the internal lacquer. Apply standardized tape (semiconductor grade) and rip it off.
- The Stress Test: Perform this test after boiling the capsule for 5 minutes. If any square of lacquer detaches, the batch is rejected.

Metric 4: Material Safety (REACH & SVHC)
Beyond FDA: The Chemical Reality. Physical quality is visible; chemical quality is invisible but lethal. Importing into Europe or selling to top-tier retailers requires more than just FDA food-grade compliance.
- The Check: Demand a current REACH Certificate screening for SVHCs (Substances of Very High Concern).
- Why It Matters: Certain curing agents in cheap lacquers are classified as SVHCs. If detected by customs or retailer audits, your entire stock will be destroyed. Ensure your supplier uses BPA-Free and PVC-Free formulations backed by SGS/TUV reports.

Metric 5: Defect Catalog & AQL Protocols
Define “Bad” Before You Buy. Arguments happen when “defects” are subjective. A scratch to you might be acceptable to the factory.
- The Solution: Establish a signed Defect Catalog (Visual Limit Samples).
- Critical (AQL 0): Leaking, Functional Failure, Sharp Burrs.
- Major (AQL 0.65): Dent > 2mm, Scratch > 5mm, Lacquer Skip.
- Minor (AQL 1.0): Color variation, Light Scratch.
- Traceability: Every box must have a Batch Lot Code tracking back to the aluminum coil master roll. If a defect is found, you must be able to isolate only the affected timeframe, not recall the whole year’s supply.

Conclusion: Auditing is an Investment
Do not leave your brand’s reputation to chance or “trust.” Enforce these 5 metrics using a statistical AQL framework. A supplier who refuses to sign a Defect Catalog or provide a Cpk report is hiding something. Work with manufacturers who treat QC as a science, not an afterthought.
Don’t Start from Scratch. Equip your Quality Team today.
- Download our “Visual Defect Catalog Template” (PDF): A ready-to-use standard for defining Critical/Major/Minor defects.
- Request a “Validation Sample Lot”: We will send you 200 units with a full Cpk Report included, so you can verify our data against your own measurements.
